




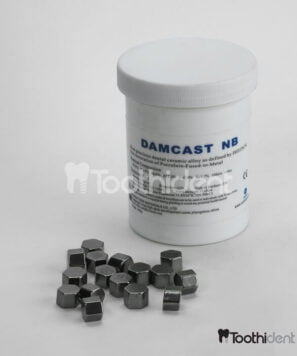
آلیاژ NPG ایرانی
5,000,000 تومان
آلیاژ NPG ایرانی در بسته بندی 1 کیلویی با کیفیت خوب و قیمت مقرون به صرفه پاسخ مناسبیه برای نیاز شما در ساخت پست و روکش فول فریم و حتی میتونه جایگزین آلیاژهای خارجی با قیمت بالا باشه
موجود
توضیحات تکمیلی
| وزن | 1000 گرم |
|---|---|
| ابعاد | 7.5 × 7.5 × 7.5 سانتیمتر |
| کشور تولید کننده | ایران |
| شرکت سازنده | نامشخص |
| شکل | شمش |
| رنگ | زرد طلایی |
| محدوده دمایی ذوب شدن | 1012 تا 1068 درجه سانتیگراد |
| چگالی | 7.8 گرم بر سانتیمترمکعب |
| قابل استفاده در | لابراتوار پروتز ثابت |
| کاربرد | ساخت پست و روکش روکش فریم |
| درصد عناصر موجود | مس: 80% |
نظرات (0)
اولین کسی باشید که دیدگاهی می نویسد “آلیاژ NPG ایرانی”
محصولات مرتبط
ناموجود
6,300,000 تومان


نقد و بررسیها
هنوز بررسیای ثبت نشده است.